플라스틱 제품의 제조 공정
Sep 27, 2019
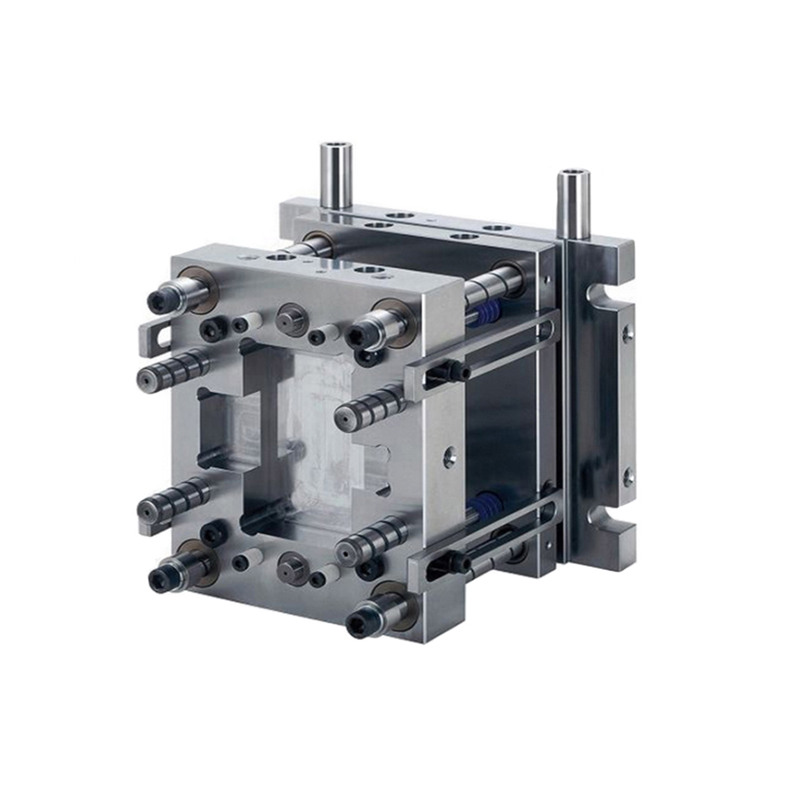
플라스틱 제품의 제조 공정은 합성수지 제조업체에서 제조한 폴리머를 사용하여 최종 플라스틱 제품을 만드는 공정을 말합니다. 가공 방법에는 압축 성형, 압출 성형, 사출 성형, 블로우 성형 등이 있습니다. 자세한 제조 공정은 다음과 같습니다. (1) 압축 성형: 프레스 성형이라고도 하며, 주로 페놀 수지, 요소-포름알데히드 수지, 불포화 폴리에스테르 수지 등 열경화성 플라스틱의 성형에 사용됩니다. (2) 압출성형 : 가열된 수지를 압출기를 이용하여 금형을 통해 연속적으로 압출하여 원하는 형상의 제품을 만드는 방법. (3) 사출 성형: 열가소성 용융물을 사출 성형기를 이용하여 고압으로 금형에 주입하여 냉각 및 응고시켜 제품을 얻는 방법입니다. 사출 성형은 열경화성 플라스틱 및 발포 플라스틱 성형에도 사용될 수 있...