더블 컬러 곰팡이란 무엇인가요?
Apr 30, 2020
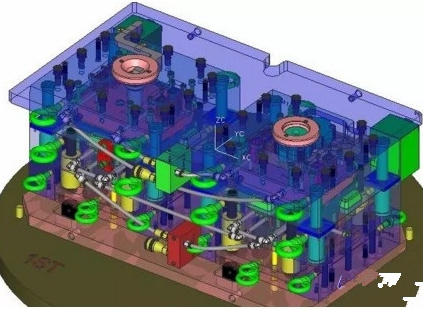
이중 사출 성형은 투 컬러 성형이라고도 합니다. 두 가지 다른 소재 또는 두 가지 색상의 소재를 하나의 사출기에 두 번 사출하여 제품을 한 번만 생산하는 방식입니다. 이 성형 기술은 이중 소재 사출이라고 하며, 일반적으로 한 세트의 금형으로 완성되며, 특수 투 컬러 사출 성형기를 사용하여 제품을 생산합니다. 최근 몇 년 동안 이중 사출 금형이 인기를 끌고 있는데, 이 금형 기술은 제품 외관을 더 아름답게 만들 수 있고, 색상 변경이 쉽고, 도장이 필요 없지만 가격이 훨씬 높고 기술적 요구 사항도 더 높습니다. 이중 사출 금형의 주요 특징: 1. 두 가지 캐비티 모양은 다르고, 각 모양은 하나의 부분을 형성하지만, 두 가지 코어 모양은 정확히 동일합니다. 2. 금형 캐비티와 코어는 중심에서 180° 회전 후 ...