사출성형 및 블로우성형
Sep 18, 2019
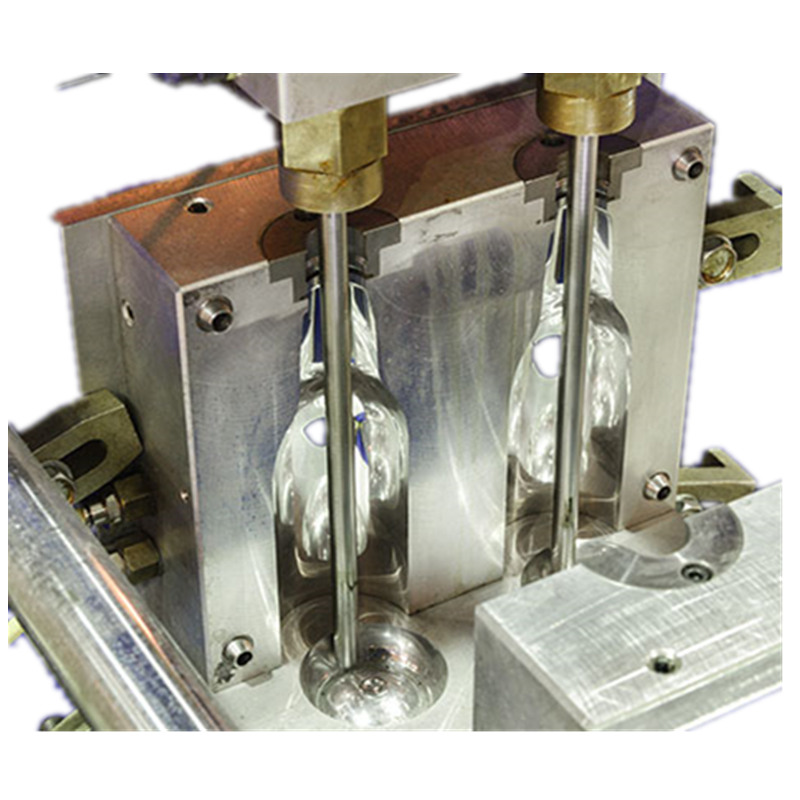
플라스틱 성형은 합성 수지를 사용하여 최종 플라스틱 제품을 만드는 공정입니다. 가공 방법에는 압축 성형(압출), 압출 성형(압출), 사출 성형(사출 성형), 블로우 성형(중공 성형)이 있습니다. 사출 성형과 블로우 성형의 성형 공정을 구분해 보겠습니다. (1) 사출 성형: 사출 성형은 열가소성 용융물을 사출 성형기(또는 사출기)를 이용하여 고압으로 금형에 주입하여 냉각 및 응고시켜 제품을 얻는 방법입니다. 사출 성형은 열경화성 플라스틱과 발포 플라스틱의 성형에도 사용될 수 있습니다. (2) 블로우 성형: 블로우 성형은 금형 안에 밀폐된 고온의 수지 패리슨을 압축 공기의 압력으로 부풀려 중공 형태의 제품으로 만드는 방법입니다. 블로우 성형을 통해 필름, 각종 병, 통, 냄비, 어린이 장난감 등을 제작할 수 있...