사출금형의 구성
May 22, 2020
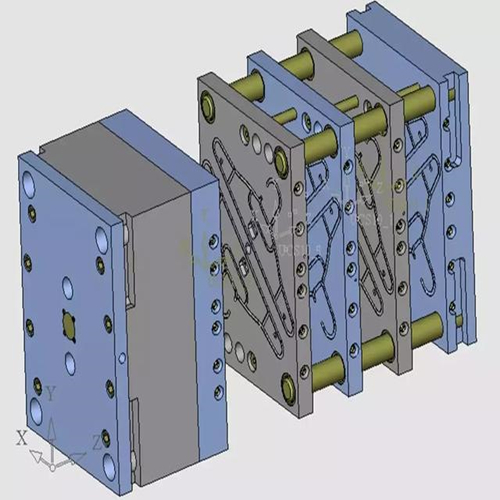
플라스틱 사출 금형은 여러 개의 강판과 다양한 구성 요소로 구성됩니다. 기본적으로 다음과 같은 부품으로 나뉩니다. A 성형 유닛(공동, 코어) B 위치 결정 장치(가이드 핀, 가이드 부싱) C 고정 장치(상부 클램프 플레이트, 클램프 슬롯) D 냉각 시스템(물 라인, 물 튜브) E 항온 시스템(가열관, 가열소자) F 러너 시스템(스프루 노즐, 유로 슬롯, 러너 구멍) G 이젝터 시스템(이젝터 핀, 이젝터 로드) Green Vitality는 플라스틱 사출 금형 및 성형 부품 제작 분야에서 풍부한 경험을 보유하고 있습니다. 문의를 환영합니다!...