사출금형을 테스트할 때 주의해야 할 점은 무엇입니까?
Nov 01, 2019
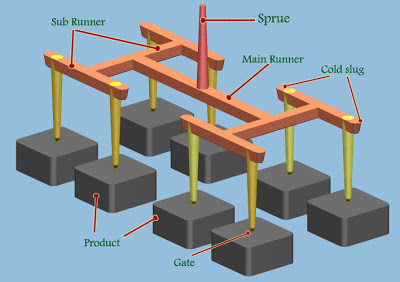
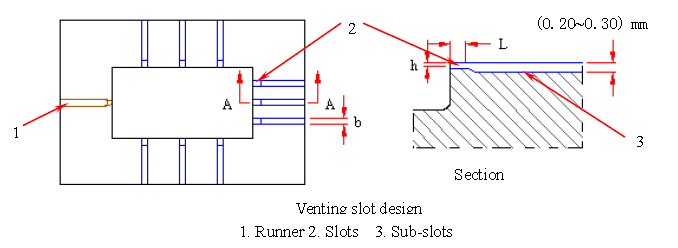
일상생활에서 사용하는 도시락 상자, 플라스틱 그릇, 플라스틱 양념통, 리모컨 케이스, 휴대폰 케이스, 컴퓨터 케이스 등 플라스틱 제품은 모두 사출 성형으로 만들어집니다. 통계에 따르면 일상생활에서 사용되는 제품의 60~80%가 사출 성형으로 만들어집니다. 사출금형의 개폐가 원활한지, 금형이 원활하게 배출되는지, 사출금형의 게이트 위치와 공급방식, 게이트 크기와 캐비티 크기, 그리고 적절한 압력, 속도, 재료량 등은 모두 주의 깊게 살펴봐야 할 사항입니다. 먼저, 사출 금형 온도를 높인 후 금형을 여러 번 열고 닫으며, 금형의 모든 접합부가 과도한 경도를 보이는지 면밀히 점검합니다. 경도가 높지 않으면 금형을 계속 사용할 수 있습니다. 금형을 테스트할 때는 먼저 미성형 제품을 시험하여 접합선과 배출구를 확인합...