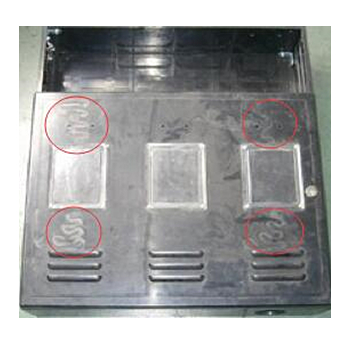
플라스틱 부품을 사출할 때 게이트는 더 작은 반면 금형 캐비티 공간은 상대적으로 더 큽니다. 이때 수지는 금형 캐비티 프레임 전체에 완전히 주입되기 전에 온도가 낮아집니다. 따라서 부품 표면에 뱀이 기어가는 것처럼 흐르는 자국이 남게 됩니다. 이것이 바로 오늘 이야기한 '스네이크 마크'입니다.
이 문제를 해결하려면 사출 속도를 적절히 늦춰 수지 직접 펀칭 게이트 반대쪽 벽면의 역압착 현상을 최소화해야 합니다. 스네이크 마크 검사 및 해결을 위한 몇 가지 해결책은 다음과 같습니다.
1. 금형온도를 높이고 용융조건을 개선한다.
2. 가열 실린더의 온도를 높입니다.
3. 노즐 온도를 높이세요
4. 게이트 근처에서 사격 속도를 줄이세요.
5. 게이트 섹션 면적 증가
게이트의 단면적이 증가함에 따라 게이트를 통과하는 수지의 흐름 속도는 그에 따라 느려지고, 사출 속도를 줄이는 예상 효과도 동일합니다.
6. 게이트 위치 변경
7. 게이트 유형 검토
사이드 게이트, 팬 게이트 등 다양한 게이트 유형을 폭넓게 검토할 수 있습니다.

















